音響計測 技術コラム
なぜ「測定室と計測機器」は一緒に考えるべきか? ― 環境ノイズ vs. 機器精度:両立を図る設計哲学 ―
2025年8月26日
- HBK × Sonora 音響計測ソリューション
- 音響計測 技術コラム
- なぜ「測定室と計測機器」は一緒に考えるべきか? ― 環境ノイズ vs. 機器精度:両立を図る設計哲学 ―
音響パワー測定
はじめに:高精度計測で“見落とされがちな落とし穴”
精密な音響・振動・NVH試験では、計測機器の性能だけでは正確なデータは得られません。
実は多くの測定誤差は、測定環境=部屋そのものに起因しています。
「いい機器を使ってるのに、なぜか測定が安定しない…」
そんな現場の声にお応えするため、私たち守谷商会はHBKのセンシング技術と、ソノーラの測定空間構築技術を融合したご提案を行っています。
測定誤差の正体:反響・振動・環境ノイズ
精密機器を導入しても、測定空間が不適切だと以下のような問題が生じます:
- 周囲の反響により、マイク位置で音圧がばらつく
- 室外ノイズが侵入し、測定データに混信
- 床や架台からの微振動が加速度センサに影響
- 固体伝播音により誤判定や異常波形が発生
これらはすべて、測定室が測定精度を下げている例です。
ソノーラ×HBK×守谷商会のトータルソリューション
私たちは、以下のような組み合わせ提案を行っています。
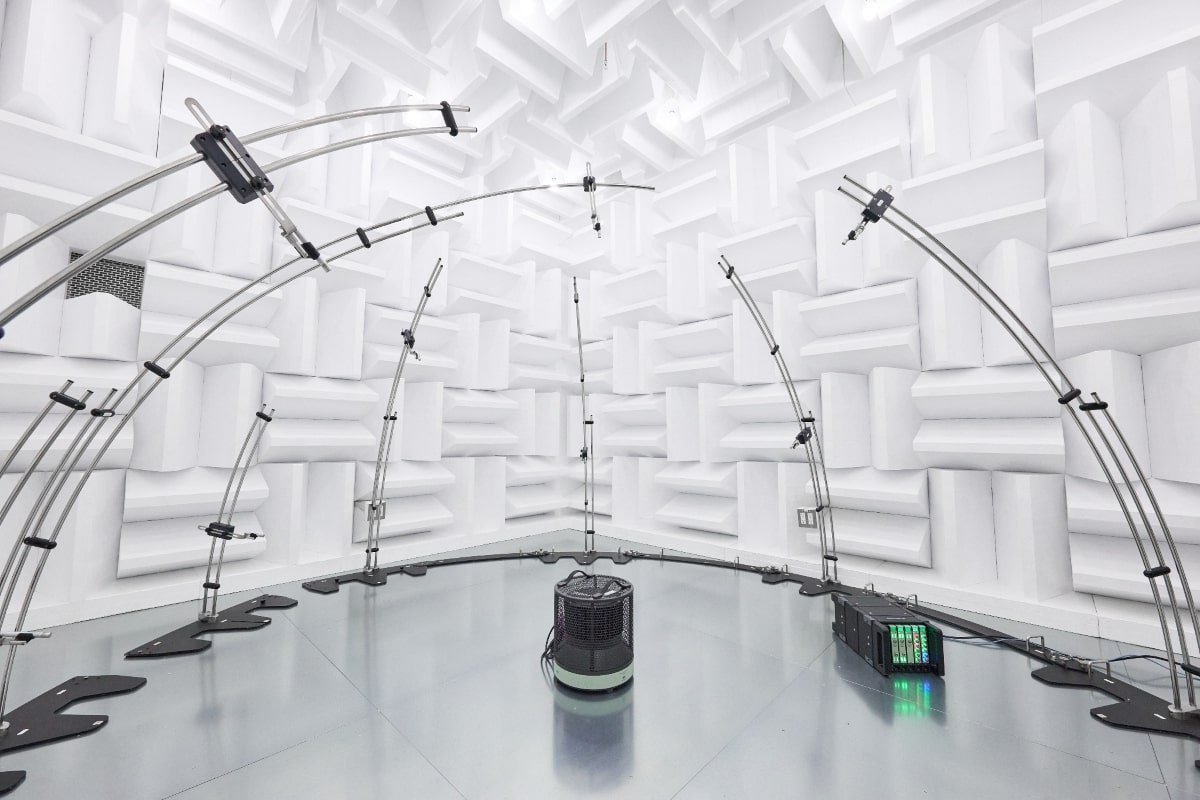
ISO準拠の音響パワー測定
SPAC(Sound Power Anechoic Chamber) × HBKマイクロホン/FFT解析
→ 正確な逆二乗則測定、1/3オクターブ分析にも対応
NVH試験対応のVSAC
VSAC × トルクメータ × 加速度センサ
→ 駆動系のトルク変動と音を同時記録。ドライブユニットの性能評価に。
AEBによる音響自動検査ライン
AEB × PULSE(音響・電気統合解析)
→ スピーカー/マイク/通信モジュールの量産出荷検査に最適
すべてHBK製品の機能を最大限に活かす空間性能を前提に設計します。
測定“機器”から、測定“システム”へ
精密な音響試験において重要なのは、単に高精度なセンサを導入することではありません。
「空間と機器を一体で最適化する」ことにより、初めて本来の性能が発揮されます。
- 測定誤差は空間でコントロールできる
- 再現性は機器の設置環境から始まる
- 正しい試験は、正しい“静寂”から生まれる
私たちは、測定にまつわるすべての工程を**“システム”としてトータルに設計・提案**します。
導入・相談窓口
以下のようなお悩みをお持ちの企業様は、ぜひ守谷商会へご相談ください。
▶ [お問い合わせフォームへ]
音響計測 技術コラム 新着記事
-

2025.12.11
無響室を「設計する幾何学」 ─ 音場性能を決める形状・構造の最適化 ─ -
2025.12.06
付帯設備併設型無響室の統合設計 ─ “静けさと機能”を両立させる構造思想 ─ -
2025.11.30
組立式・モジュール型半無響室の技術的利点 ─ “設置しながら運用する”新しい試験環境 ─ -
2025.11.25
静けさを“測る”技術 ─ 無響室が支える産業の品質 ─ -
2025.11.18
再現性をつくる ─ 音響測定における環境安定化設計 ─ -
2025.11.13
建築音響や環境計測におけるモバイル計測器の新潮流 ─ 現場で“正しく測る”ための技術 ─ -
2025.11.07
(完)逆二乗則成立エリアの設計論 ─ 無響室で“正しく測る”ための距離設計 ─ -
2025.10.31
音響カメラによる音源可視化と無響空間 ─ “見える静けさ”の活用 ─ -
2025.10.25
音響・振動計測ソフトウェアの連携活用 ─ “測る”を統合するデータフロー設計 ─ -
2025.10.20
エンド・オブ・ライン音響検査システム ─ 量産品の“静けさ”を定量化する ─



